Accurate Multilevel Bills of Materials (BOMs) Result in Great Products
Bill of Material Formats
 Great products are documented and designed with detailed bills of materials (BOMs). The list of electrical, mechanical, software, firmware, and other items provides the full product design required to plan and produce the finished product of top-level assembly.
Great products are documented and designed with detailed bills of materials (BOMs). The list of electrical, mechanical, software, firmware, and other items provides the full product design required to plan and produce the finished product of top-level assembly.
A multilevel BOM, also referred to as an indented BOM, includes parent-child relationships between each level of the assembly. It shows the hierarchical structure for each subassembly that makes up the finished product. A multilevel BOM is essentially a nested list of components and assemblies in two or more levels (e.g., hardware, software, PCBAs) of the finished assembly. In contrast, a single-level BOM represents a lower level assembly (e.g., PCBA).
Multilevel BOM Example
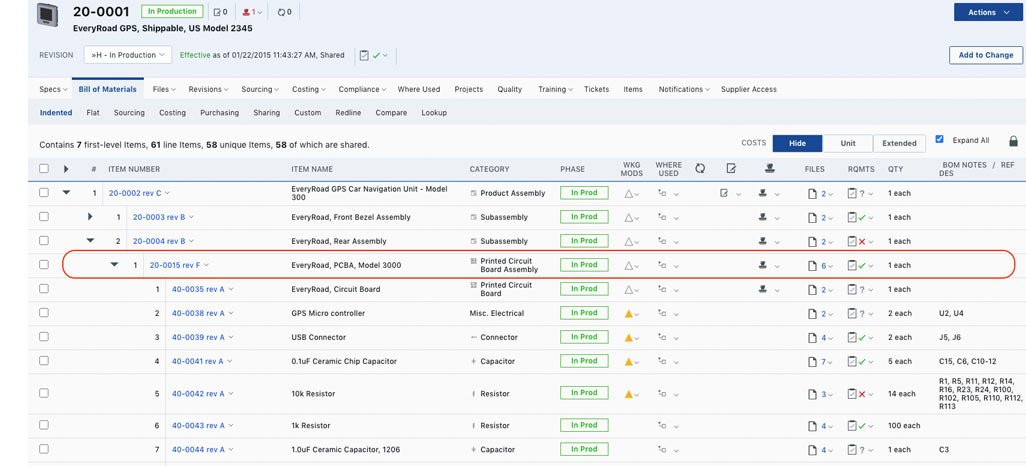
This screenshot of a multilevel BOM shows the Printed Circuit Board Assembly (PCBA) in a GPS product. For additional examples, check out our BOM template.
Choosing which BOM Structure to Use
To define the BOM structure that best suits your needs, it is important to consider who will be using the BOM as well as the type of product you build using the BOM. Ask yourself the following questions. Will your BOM be used in-house for engineering purposes? Will your BOM be shared with a contract manufacturer, partner, or other collaborators? What types of products do you make? What is the complexity and configurability of your products? These are just a few important factors to consider when structuring your bill of materials. We address each of these in more detail below.
For in-house engineering use, the BOM structure may vary based on the engineering discipline. Designers and mechanical engineers often prefer a BOM with nested subassemblies as the subassemblies can be leveraged across various product designs. In these cases, the BOM often depicts custom-designed components and provides critical information about the structure of the product. Electrical engineers, on the other hand, prefer BOMs that are not nested, as they generally capture off-the-shelf components. Here, the way in which the components are wired together (the schematic) is important to the engineer, but not to the overall structure of the bill of materials.
When sharing BOMs with a contract manufacturer, partner, or collaborator, it can be helpful to use a BOM with some structure. Nesting and creating subassemblies within your BOM allows you to isolate specific subassemblies, so you can share only the design data that you need your partner or CM to see. If your partner is helping you with a design, you might choose to share just the subassembly that relates to their work, thereby protecting the intellectual property associated with the other aspects of the product design.
A multilevel BOM is also helpful when you have complex and highly configurable products. Updating a subassembly within a larger product assembly can be done quickly if you have structured your BOM with multiple indented levels since an engineering change order (ECO) only needs to address a subset of the product. The subassembly can be revised and used in multiple higher-level assemblies as necessary. The higher-level assemblies only need to be revised as far up the product structure tree as form fit and function rules dictate.
A multilevel BOM can also reduce risk when you have products that use parts with long lead times, high inventory costs, or single-source vendors. A BOM with subassemblies allows your operations group to pinpoint potential alternatives to expensive parts and provides better visibility into assemblies and subassemblies that may require extra work. Ultimately this structure can help address problems that may arise before or during the manufacturing process.
By taking into consideration the stakeholders who use the BOM and the types of products you build, you can better determine the BOM structure that is right for your organization.
The Difficulties of Managing MultiLevel BOMs in Spreadsheet
Spreadsheets are a common tool for some manufacturers that are just beginning to manage product information. While spreadsheets offer some initial benefits, they are not designed for complex product development, revision control tracking, or management of multilevel BOMs.
Because every cell in a spreadsheet BOM must be entered manually, it requires constant oversight and it is easier to make a mistake. It is easier to manage this manual process when your BOM is just a few components, but when you are working with indented BOMs containing hundreds or thousands of parts—manually reviewing each and every cell won’t scale. And while spreadsheets are great at analyzing numeric data, rolling up BOM quantity and cost information in a spreadsheet can be overly complicated in the case of deeply nested parent-child relationships.
If you are planning to use spreadsheets to manage multilevel BOMs, there are a few questions you may want to answer first. Can you mitigate the risks of manual data entry? Is the inability to quickly gather cost data going to be a problem for your organization?
How Arena Product Lifecycle Management (PLM) Manages Multilevel BOMs
Arena PLM software provides a more efficient approach to managing multilevel BOMs than spreadsheets. Because the software is built on a relational database, you can create an unlimited number of one-to-many and many-to-many relationships, which prevents data entry mistakes and eliminates product data ambiguity. You can also mass replace a single part in several locations within a BOM or in multiple disparate BOMs—saving hours of time and eliminating BOM discrepancies.
Additionally, Arena Product Lifecycle Management enables you to capture and analyze material cost information on indented BOMs. With product information stored in Arena, it is possible to track component-level estimates and quotes from your suppliers. Thus, you can calculate the cost of an assembly from quotes, past purchases, or estimated costs. Because you have access to real-time cost information across all your multilevel BOMs in Arena PLM, you can realize what impact product cost will have on profitability.